焊缝中的缺陷中分为两大类,分别是面积型(平面)缺陷和体积型缺陷(非平面),裂纹,未融合为面积型缺陷;气孔,夹渣为体积型缺陷。
气孔:
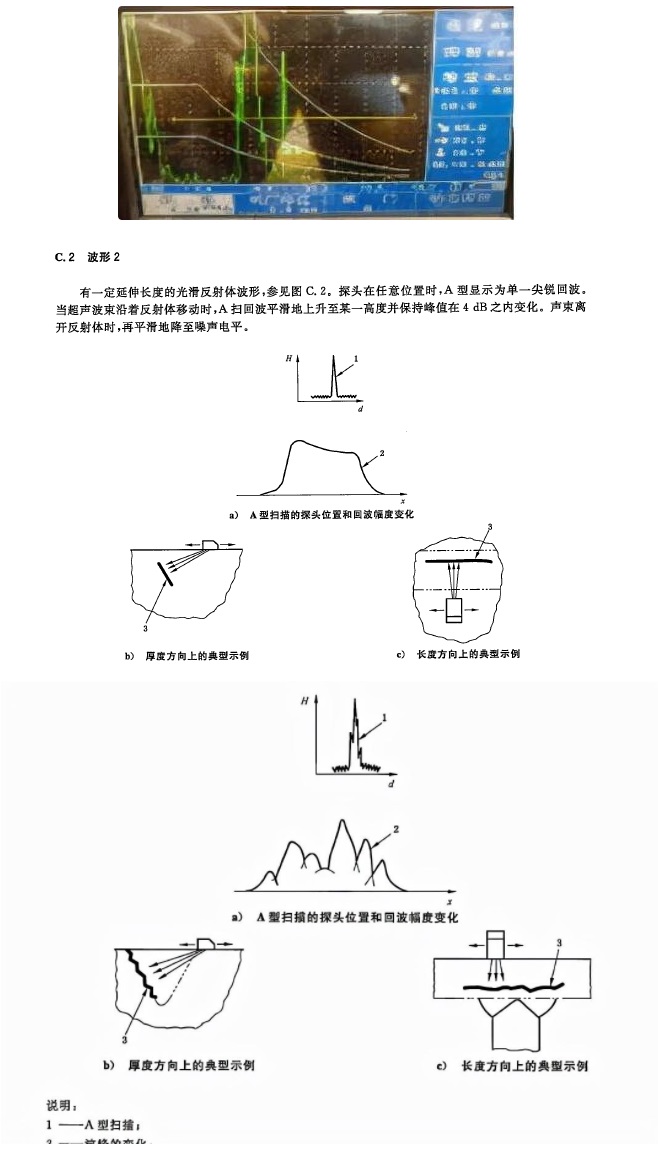
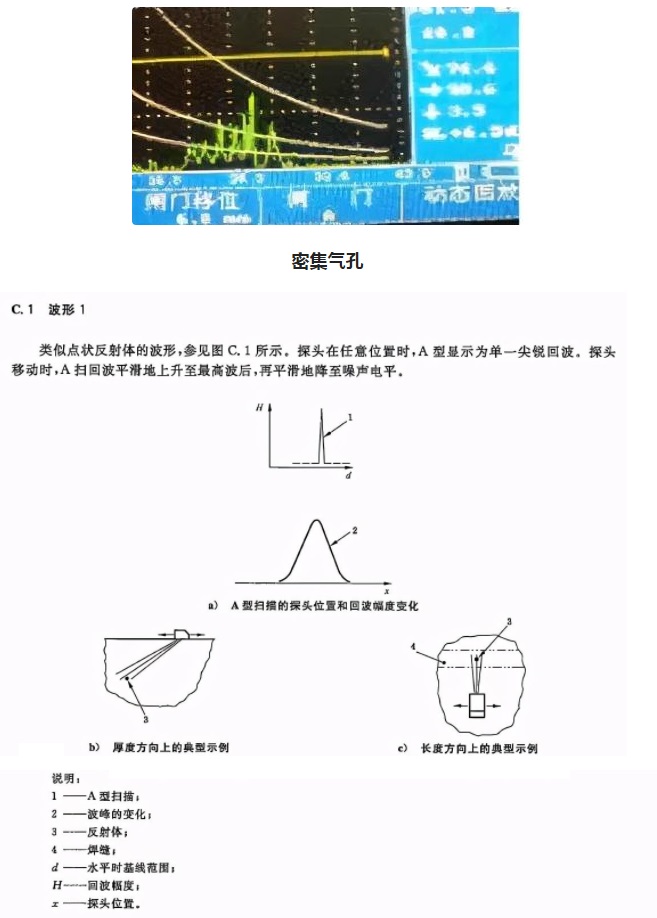
缺陷波形尖锐、陡峭、波根清晰,当探头绕缺陷移动时,均有缺陷波出现,当超声波探头沿焊缝水平转动时,单个气孔及针状气孔的缺陷波从各个方向探测。反射波大致相同。很快消失,常见缺陷回波,密集气孔其波高随气孔的大小而不同。当探头作定点转动时。会出现此起彼落的现象,连续气孔则连续不断地出现缺陷波,密集气孔则出现数个此起彼落的缺陷波。当探头垂直焊缝移动时,除针状气孔外,缺陷波均很快消失。
夹渣:
夹渣为非金属夹杂物,对声波吸收大,在相同条件下探测时,其缺陷波幅比其它缺陷(气孔、未焊透)波低、波根较宽,波峰圆纯不清晰,有时呈树枝状,探头平行移动时,条状夹渣的缺陷波会连续出现。探头做环绕移动时,条状夹渣缺陷波消失快,而块状夹渣在较大的范围内都有缺陷波,且在不同方向探测时,能获得不同形状的缺陷波。

未焊透:
在板厚双面焊缝中。未焊透位于焊缝中部。声波在未焊透缺陷表面上类似镜面反射。用单斜探头探测时有漏检的危险。对于单面探测根部未焊头。类似端角反射。探头平移动时。未焊透波形稳定。焊缝两侧探伤时,均能得到人致相同的反射波幅。
未熔合:
当超声波垂且入射到其表面时,回波高度大。当探头前移时。波形较稳定。两侧探测时。反射波幅不同。有时只能从一面探测。
聚积非金属夹杂物:
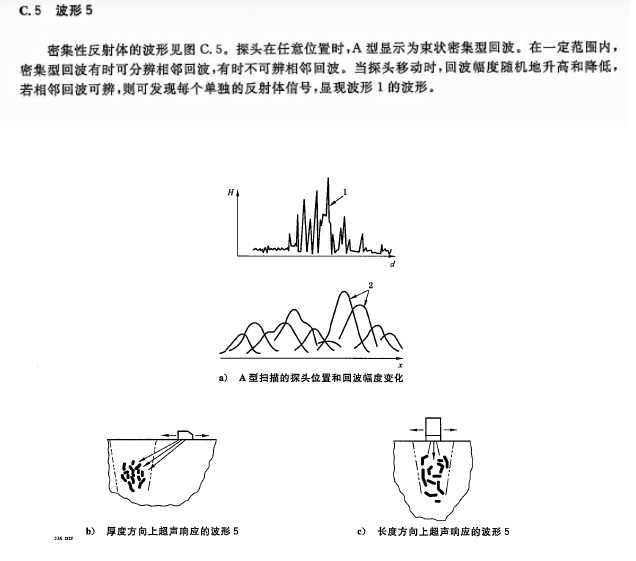
缺陷波呈连串的波峰,波幅一般较弱,其波形间有一二个较高的缺陷波。当移动探头时,缺陷波在一定宽度范围内变化,波峰此起彼落,波形显得混淆杂乱、迟钝、几个缺陷波峰值相混为一,呈圆球状或锯齿状,左右滚动。探伤时缺陷分布越密则波形越乱。当降低探测灵敏度时,只有个别较高的缺陷波出现,而波幅下降,底波无明显的变化。
缺陷波形与气孔波形大致相同,缺陷波高。不同的是当探头沿焊缝平行移动时,在较大范围内,连续出现缺陷波且在荧光屏的同一位置上( 当未焊透深浅不一时,亦稍有变化),且幅度变化不大。探头沿焊缝垂直移动时,缺陷波消失的快慢取决于未焊透的深度。探头做环绕移动时,缺陷波降低或最后消失。
裂纹:
当波束与裂纹垂直时,缺陷波形明显、尖锐、波峰陡峭。探头平行移动时,当波形在荧光屏.上的位置随裂纹方向、曲折程度而变,探头移动到一定距离后,才逐渐降低,直至消失。裂纹回波较大。波幅宽。会出现多峰。探头前移时,反射波连续出现波幅有变化。探头转动时。波峰有上下错位的现象。